
M280 直接金屬雷射燒結 (DMLS)機
| 直接應用於金屬模具、治具、零配件、醫療植入物、牙體及植入物,和終端產品生產之雷射燒結技術! | |||||
| 目前EOS已開發出全新M280 System,無論在雷射系統、控制軟體、週邊設備、可成型的材料、加工能量、精度與速度上,都有很多的進步與提昇。 從最早期的機種只有 DM100 青銅材料,粉末平均粒徑 (particle size) 100μm,到目前 2011 年已將粒徑降至 20μm。其他材料仍然不斷開發中,有工具鋼 (Maraging steel):MS1、不鏽鋼 (Stainless Steel) 從 GP1、PH1、一直到 316L 材料,鈷基超合金 (Co Superalloys):MP1,牙醫專用材料 (Dental alloy):SP1, SP2,鈦基合金材料 (Ti–based alloys):Ti64、TiCP (商用純鈦)、鎳基超合金 (Ni-based alloys):Inconel 718、Inconel 625等、鋁合金 (Al alloys):AlSi10Mg等。目前仍持續不斷研發提昇各種材料。 |
|||||
|
|||||
|
|||||
|
|||||
| 德國LBC公司使用CNC與DMLS技術所發展出的Hybrid Tooling方式成功開發射出模具產品,其詳細方法及流程詳細記載成九個步驟。其關鍵部份是單純而簡單的模仁(core)採用CNC加工製做,異型水路的部份則採用DMLS方式加工。 | |||||
|
德國LBC公司使用Hybrid Tooling方式成功開發射出模具產品 (本文資料部分取自LBC,EOS公司)) |
 異型冷卻水路方法步驟
異型冷卻水路方法步驟 異型冷卻水路設計與DMLS製作
異型冷卻水路設計與DMLS製作 德國LBC公司冷卻水路設計
德國LBC公司冷卻水路設計 異型冷卻水路設計的經典範例
異型冷卻水路設計的經典範例 各種幾何斷面形狀冷卻水路設計
各種幾何斷面形狀冷卻水路設計
 綜合運用CNC與DMLS可以發揮模具製做的最大效益
綜合運用CNC與DMLS可以發揮模具製做的最大效益 DirectMetal 20製做的模仁
DirectMetal 20製做的模仁



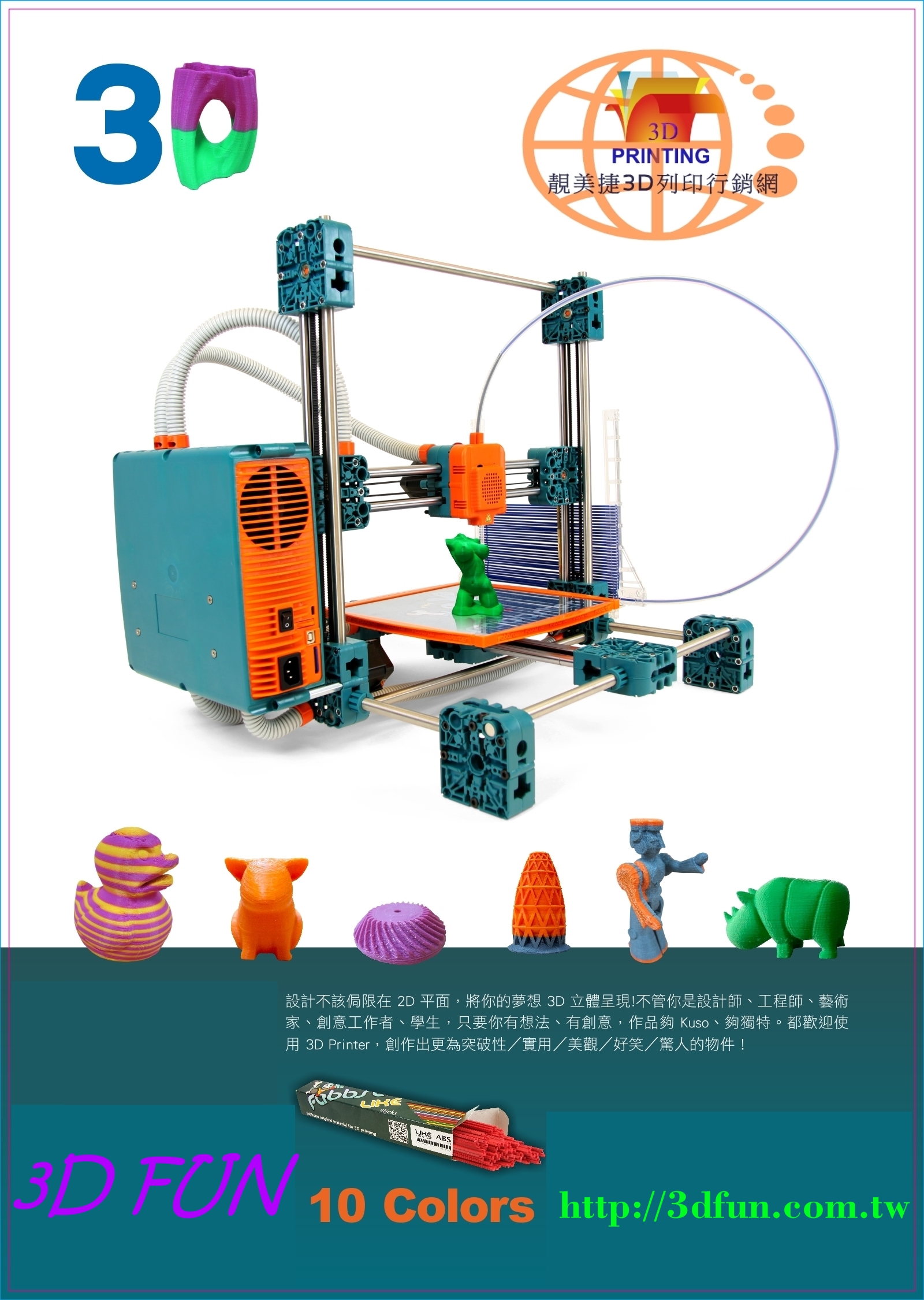
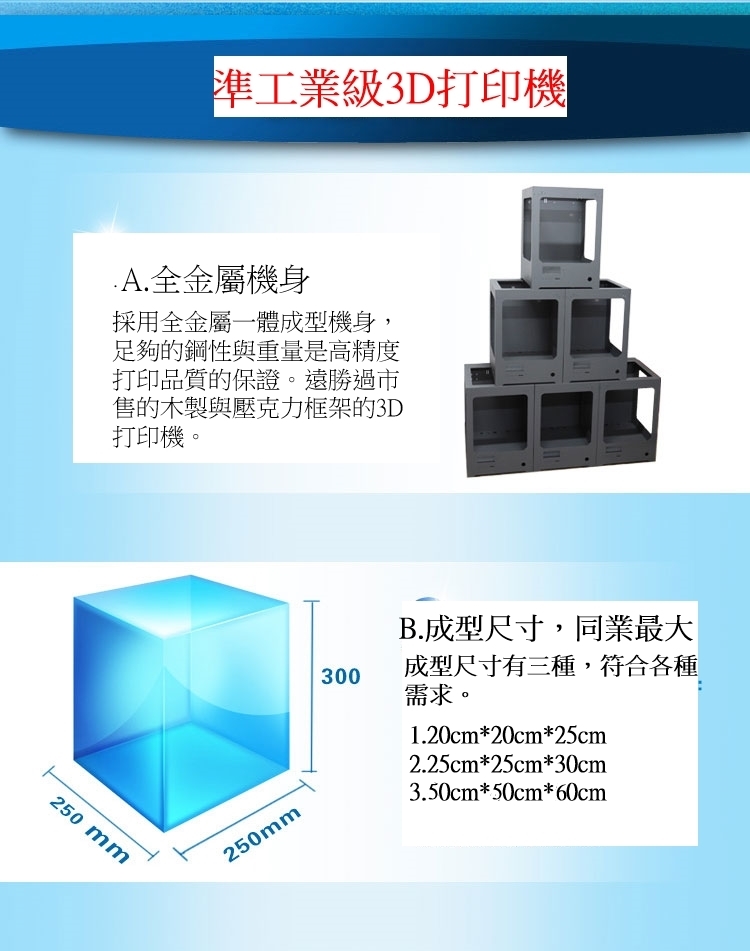
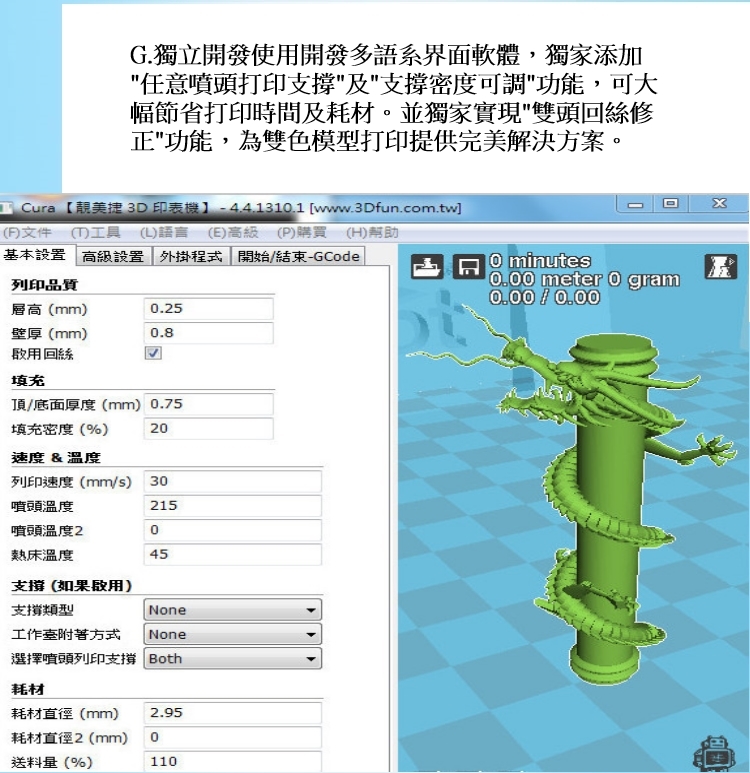
3D FUN玩家SOHO級列印機






個人3D印表機列印材料
ABS/PLA規格
材料: 高品質ABS/PLA
粗細: 1.75mm/3mm
顏色: 原色(白)、黑色、紅色、黃色、綠色、藍色、橘黃色、金色、灰色等9種顏色。
滾輪: 帶
材料重量: 1KG裝
